←
→
Niekedy je potrebné
Info
Pre fungovanie všetkých funkcií eshopu je potrebné vo Vašom prehliadači povoliť javascript!
Pre fungovanie všetkých funkcií eshopu je potrebné vo Vašom prehliadači zakázať funkciu Do Not Track (Nesledovať)!
Valčekovanie obrobkov - valčekovací nástroje
Valčekovanie namiesto brúsenia - lepší povrch ľahko, rýchlo a lacno!
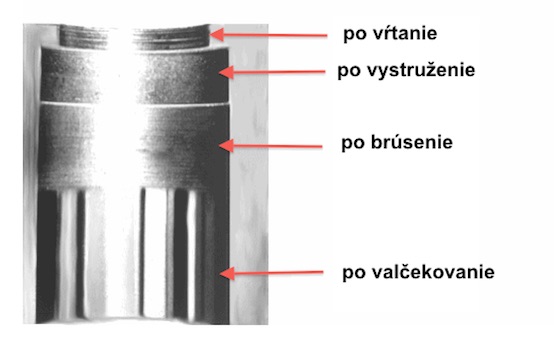
Ukážka povrchov
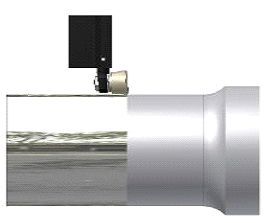
Proces valčekovania
Pred valčekovaním Ra 1 až Ra 1,6
Valčekovany povrch obrobku Ra 0,3 a lepšie
Nahraďte brúsenie valčekovaním a zarábajte viac!
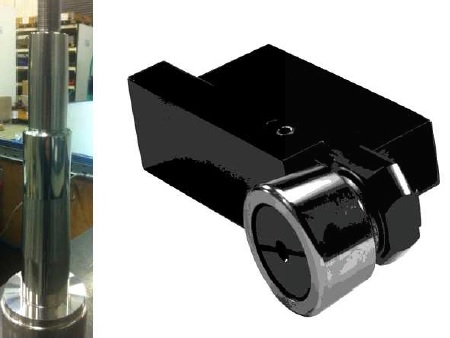
VONKAJŠÍ VALČEKOVACÍ NÁSTROJ S KARBIDOVOU ROLNOU
Aplikácia: Valčekovanie vonkajších priemerov a čel.
Pre sústruhy.
Univerzálne použitie nezávisle na valčekovanom priemere.
Cena bez DPH:
1733.00 € Podrobnosti tu
KOPÍROVACÍ VALČEKOVACÍ NÁSTROJ S KARBIDOVOU ROLNOU
Aplikácia: Vonkajšie priemery.
Pro soustruhy.
Univerzálné použitie nezávisle na valčekovanom priemere.
Cena bez DPH: 1 975 €
Podrobnosti zde
VNÚTORNÝ VALČEKOVACÍ NÁSTROJ S KARBIDOVOU ROLNOU
Aplikácia: Vnútorné a vonkajšie priemery a čelá.
Pre sústruhy.
Univerzálne použitie nezávisle na valčekovanom priemere.
Cena bez DPH od:
1881.00 € Podrobnosti tu
VONKAJŠÍ VALČEKOVACÍ NÁSTROJ HBB S HSS ROLNOU
Aplikácia: Valčekovanie vonkajších priemerov.
Pre sústruhy.
Univerzálne použitie nezávisle na valčekovanom priemere.
Cena bez DPH:
988.19 € Podrobnosti tu
VONKAJŠÍ VALČEKOVACÍ NÁSTROJ HBE S HSS ROLNOU
Aplikácia: Valčekovanie vonkajších priemerov a guľových plôch.
Pre sústruhy.
Univerzálne použitie nezávisle na valčekovanom priemere.
Cena bez DPH:
796.57 € Podrobnosti tu
VONKAJŠÍ NÁKLOPNÝ NÁSTROJ HBU S HSS ROLNOU
Aplikácia: Valčekovanie vonkajších priemerov a guľových plôch.
Pre sústruhy.
Univerzálne použitie nezávisle na valčekovanom priemere.
Cena bez DPH:
1257.96 € Podrobnosti tu
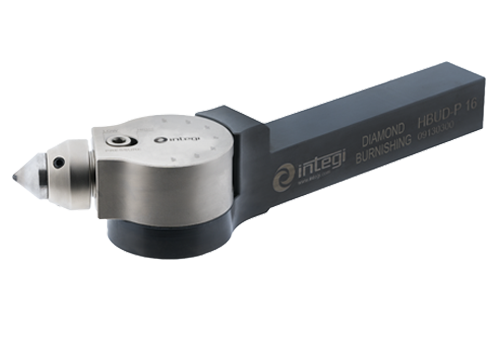
VONKAJŠÍ VALČEKOVACÍ NÁSTROJ S DIAMANTOM
Aplikácia: Valčekovanie vonkajších priemerov a čel. Nie do rohu
Pre sústruhy.
Univerzálne použitie nezávisle na valčekovanom priemere.
Cena bez DPH:
918.52 € Podrobnosti tu
VNÚTORNÝ VALČEKOVACÍ NÁSTROJ S DIAMANTOM
Aplikácia: Vnútorné a vonkajšie priemery nie do rohu.
Pre sústruhy.
Univerzálne použitie nezávisle na valčekovanom priemere.
Cena bez DPH: 1 122 €
Podrobnosti tu
VONKAJŠÍ STAVITELNÝ VALČEKOVACÍ NÁSTROJ S DIAMANTOM
Aplikácia: Valčekovanie vonkajších priemerov a čel.
Pre sústruhy.
Univerzálne použitie nezávisle na valčekovanom priemere.
Cena bez DPH: 1 316 €
Podrobnosti tu
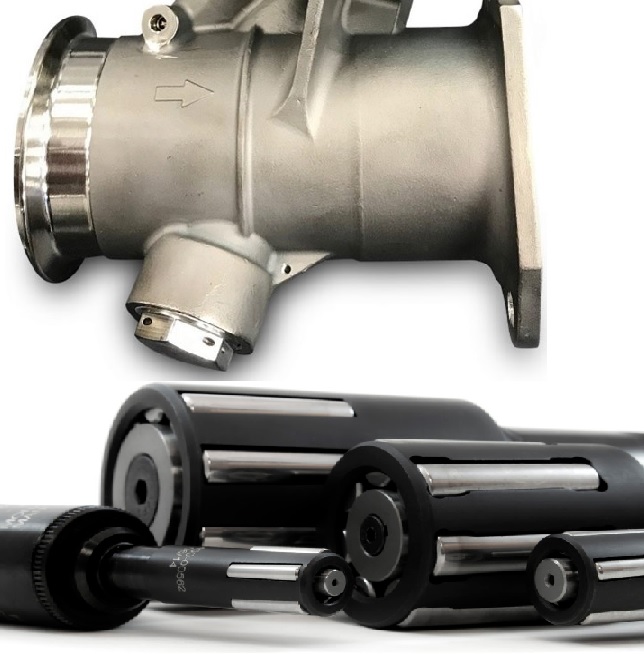
VNÚTORNÝ VALČEKOVACÍ NÁSTROJ MULTIROLL
Aplikácia: Vnútorné priemery.
Pre sústruhy a obrábacie centrá.
Nástroj je určený vždy pre jeden konkrétny priemer.
Cena bez DPH: 550 € až 3 100 €
Podrobnosti tu
VONKAJŠÍ VALČEKOVACÍ NÁSTROJ MULTIROLL
Aplikácia: Valčekovanie vonkajších priemerov.
Pre sústruhy a obrábacie centrá.
Nástroj je určený vždy pre jeden konkrétny priemer.
Cena bez DPH: 1 550 € až 6 000 €
Podrobnosti tu
Aké podmienky je potrebné splniť?
Obrobok musí mať tvrdosť nižšiu ako 40 HRC a je potrebné mať Octopus valčekovací nástroj. Cena štandardného valčekovacieho nástroja sa pohybuje v rozsahu 550 až 3100 € v závislosti na prevedení.
Valčekovať môžete na sústruhu, frézke alebo centre.
Valčekovacie nástroje sú vhodné pre klasické i CNC stroje.
Prípadová štúdia: Kalený ložiskový hriadeľ
Výzva
Stroj: vertikálný CNC sústruh Pittler, hriadeľ upnutý na otočnom stole
Materiál: legovaná oceľ
Obrobok: kalený ložiskový hriadeľ
Požadovaný povrch: 0,4 Ra
Materiál zakalený na 52-55 HRC
Povrch dokončený karbidovou doštičkou s rádiusom 0,8mm
Rezné podmienky: 300 otáčok, posuv 0,15 mm/otáčku
Povrch po sústruženiu: 0,8 - 1,0 Ra
Navrhnuté riešenie
Na dokončenie povrchu použiť valčekovací nástroj Elliott s diamantovým hrotom. Rezné podmienky pre valčekovanie boli nasledovné:
Rychlosť: 300 otáčok
Posuv: 0,05 mm/otáčku
Radiálný prítlak nástroja: 0,3 mm
Výsledok
Dosiahnutá drsnosť povrchu: 0,22 - 0,30 Ra
Žiadne následné dokončovacie operácie
Zákazník nemusel kupovať brúsku za 100 000 €
Prípadová štúdia: Hriadeľ obežného kolesa motora
Výzva
Stroj: CNC sústruh
Materiál: nerez
Obrobok: hriadeľ obežného kolesa
Požadovaný povrch: lepší ako 0,4 Ra
Súčasť sa dokončovala brúsením u kooperujúcej firmy
Navrhnuté riešenie
Namiesto brúsenie použiť na dokončenie povrchu valčekovací nástroj Elliott s karbidovou roľnou. Rezné podmienky pre valčekovanie boli nasledovné:
Rychlosť: 800 otáčok (125 m/min)
Posuv: 0,1 mm/otáčku
Celkový čas cyklu: 130 s
Výsledok
Dosiahnutá drsnosť povrchu: 0,2 - 0,3 Ra
Zákazník dosiahol požadovanú drsnosť povrchu bez následnej dokončovacej operácie a bez kooperácie ďalšej firmy
Zákazník ušetril priemerne 35 € na každom obrobke
Zákazník má plnú kontrolu nad výrobným procesom, môže ponúknuť rýchlejší dodací termín
Prípadová štúdia: Konektor
Výzva
Stroj: CNC sústruh CMZ TA-20
Materiál: oceľ 36CrNiMo4
Obrobok: konektor
Požadovaný povrch: 0,3 Ra
Požadovaného povrchu bolo potrebné dosiahnuť na kužeľovej ploche.
Rezné podmienky: 1200 otáčok, posuv 0,2 mm/otáčku
Povrch po sústruženiu: 0,8 Ra
Navrhnuté riešenie
Použiť na dokončenie povrchu špeciálny kužeľový nástroj Multiroll. Rezné podmienky pre valčekovanie boli nasledovné:
Rychlosť: 1200 otáčok
Posuv: 0,05 mm/otáčku
Oneskorenie na kuželi: 3 otáčky
Dosiahnutá drsnosť povrchu: 0,30 Ra
Zákazník dosiahol požadovaného povrchu na vlastných výrobných zariadeniach bez nutnostii kooperácie brúsenia.
Valčekovací proces vykazoval stabilno dobré výsledky.
Prípadová štúdia: Vysokotlakové rúry
Výzva
Stroj: CNC sústruh ECOCA SJ-25B
Materiál: uhlíková oceľ St52
Obrobok: vysokotlaková rúra
Požadovaný povrch: 0,18 Ra
Rezné podmienky: 2500 otáčok, posuv 0,2 mm/otáčku
Povrch po sústruženiu: 0,6 - 0,8 Ra
Navrhnuté riešenie
Pre toto zadanie sa javil najvhodnejší valčekovací nástroj s karbidouvou roľnou S2121-00M
Rychlosť: 2500 otáčok
Posuv: 0,05 mm/otáčku
Rdiálný prítlak: 0,5 mm
Výsledok
Dosiahnutá drsnosť povrchu: 0,15 - 0,18 Ra
Valčekovaním bolo dosiahnuté požadovanej kvality povrchu v jedinej operácii.
Zákazník nebol nútený kvôli následnému brúseniu využiť ďalšie výrobné kapacity. Tým ušetril čas aj peniaze na každom vyrobenom kuse.
Prípadová štúdia: Teleso ventilu - Inconel
Výzva
Stroj: CNC 5-osé multiffunkčné obrábacie centrum Nakamura
Materiál: Inconel 718
Obrobok: Teleso ventilu
Požadovaný povrch: 0,2 Ra
Zákazník sa snažil požadovaného povrchu dosiahnuť pomocou vyvrtávacieho nástroja s jedným britom, dosahoval ale iba Ra 0,5 - 0,6
Navrhnuté riešenie
Použiť na dokončenie povrchu valčekovací nástroj Multiroll. Rezné podmienky pre valčekovanie boly následujúcé:
Rýchlosť: 500 otáčok
Posuv: 1,0 mm/otáčku
Povrch po vyvrtávaniu: 1,5 - 2,0 Ra
Dosiahnutá drsnosť povrchu: 0,10 Ra
Zákazník dosiahol požadovaného povrchu bez nutnosti ďalšej operácie.
Výrazne sa znížil obrábací čas i zmetkovitosť.